Proszek ze stali nierdzewnej 316L jest popularnym materiałem do wielu zastosowań ze względu na doskonałą odporność na korozję, właściwości mechaniczne i biokompatybilność. Niniejszy przewodnik zawiera szczegółowy przegląd proszku 316L, w tym jego właściwości, metody produkcji, zastosowania, dostawców i nie tylko.
Przegląd proszku ze stali nierdzewnej 316L
Proszek ze stali nierdzewnej 316L to rodzaj stopu stali nierdzewnej, który zawiera molibden zwiększający odporność na korozję. Litera "L" odnosi się do niskiej zawartości węgla, co poprawia spawalność.
Niektóre kluczowe właściwości i cechy proszku 316L obejmują:
- Doskonała odporność na korozję, szczególnie na korozję wżerową i szczelinową
- Wysoka wytrzymałość i dobra plastyczność
- Wyjątkowa biokompatybilność i możliwość stosowania w implantach medycznych
- Niemagnetyczna struktura austenityczna
- Wysoka odporność na utlenianie i pełzanie w podwyższonych temperaturach
- Dostępne w różnych rozmiarach i morfologiach cząstek
Proszek 316L może być wytwarzany za pomocą atomizacji gazowej, atomizacji wodnej i innych metod. Proces produkcji proszku wpływa na jego właściwości, takie jak kształt cząstek, rozkład wielkości, płynność i inne.
Oto porównanie różnych rodzajów proszku 316L i ich typowych zastosowań:
| Typ proszku | Wielkość cząstek | Morfologia | Zastosowania |
|---|---|---|---|
| Rozpylony gaz | 15-150 μm | Kulisty | Produkcja addytywna, MIM |
| Rozpylona woda | 10-300 μm | Nieregularny, dendrytyczny | Formowanie wtryskowe metali |
| Rozpylanie plazmowe | <100 μm | Kulisty | Produkcja addytywna |
| Elektrolityczny | <150 μm | Dendrytyczny, kolczasty | Produkcja addytywna, tłoczenie |
| Karbonyl | <10 μm | Kulisty | Metalurgia proszków, prasowanie |
Proszek 316L jest ceniony za połączenie wytrzymałości, odporności na korozję i biokompatybilności. Niektóre z głównych zastosowań obejmują:
- Produkcja addytywna - selektywne topienie laserowe, bezpośrednie spiekanie laserowe metali, rozpylanie spoiwa
- Formowanie wtryskowe metali - małe, złożone części, takie jak implanty ortopedyczne
- Tłoczenie i spiekanie - Filtry, struktury porowate, łożyska samosmarujące
- Powłoka powierzchniowa - poprawia odporność na zużycie i korozję
- Lutowanie twarde i spawanie - jako materiał wypełniający
Oto przegląd sposobów wykorzystania proszku 316L w różnych procesach produkcyjnych:
| Proces produkcji | Jak wykorzystywany jest proszek 316L |
|---|---|
| Produkcja addytywna | Złoże proszku jest selektywnie topione za pomocą lasera w celu tworzenia części 3D |
| Formowanie wtryskowe metali | Proszek zmieszany ze spoiwem, formowany, a następnie spiekany |
| Prasowanie i spiekanie | Proszek jest prasowany do kształtu, a następnie spiekany |
| Powłoka powierzchniowa | Natryskiwane lub wtapiane na powierzchnię przez natryskiwanie termiczne, napawanie laserowe itp. |
| Lutowanie i spawanie | Używany jako materiał wypełniający do łączenia |
Ultradrobnoziarnista struktura i jednorodna konsystencja uzyskana z proszków sprawiają, że 316L jest idealnym materiałem do krytycznych zastosowań w przemyśle lotniczym, medycznym, chemicznym i nie tylko.

Właściwości proszku ze stali nierdzewnej 316L
Proszek 316L zapewnia połączenie korzystnych właściwości, takich jak odporność na korozję, wytrzymałość, twardość, spawalność i biokompatybilność. Oto kilka kluczowych właściwości proszku 316L:
Właściwości mechaniczne
- Wytrzymałość na rozciąganie: 500-700 MPa
- Granica plastyczności: 200-300 MPa
- Wydłużenie: 40-50%
- Twardość: ≤ 200 HV
- Moduł sprężystości: 190-210 GPa
Właściwości fizyczne
- Gęstość: 7,9-8,1 g/cc
- Temperatura topnienia: 1370-1400°C
Odporność na korozję
- PREN > 23 dla odporności na korozję wżerową/szczelinową
- Wysoka odporność na kwasy, chlorki, siarczany
Inne właściwości
- Niemagnetyczna struktura austenityczna
- Doskonała biokompatybilność i skrawalność
- Niski współczynnik rozszerzalności cieplnej
- Dobra przewodność cieplna/elektryczna
Wytrzymałość mechaniczną, twardość i odporność na korozję można zoptymalizować poprzez odpowiednią kontrolę produkcji proszku, rozkładu wielkości cząstek i obróbki końcowej, takiej jak prasowanie izostatyczne na gorąco.
Metody produkcji proszku 316L
Proszek 316L może być wytwarzany różnymi metodami. Każda metoda produkcji skutkuje proszkami o różnych właściwościach zoptymalizowanych pod kątem konkretnych zastosowań.
Atomizacja gazu
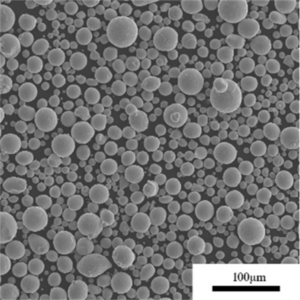
W atomizacji gazowej stop 316L jest topiony, a następnie rozpadany na drobne kropelki za pomocą wysokociśnieniowych strumieni gazu obojętnego. Kropelki szybko zestalają się w kuliste proszki.
Typowe właściwości proszku:
- Wielkość cząstek: 15-150 μm
- Morfologia: Wysoce kulisty
- Płynność: Doskonała
- Gęstość pozorna: 2,5-4,5 g/cc
- Zawartość tlenu: Niska
Rozpylany gazowo proszek 316L ma wysoką sferyczność i płynność pożądaną w produkcji addytywnej. Mniejsze cząstki o wielkości poniżej 45 μm są stosowane w procesach AM opartych na laserze.
Atomizacja wody
W atomizacji wodnej strumień stopionego 316L jest rozbijany na kropelki przez strumienie wody o dużej prędkości. Proszki mają nieregularne kształty ze względu na szybkie chłodzenie.
Typowe właściwości proszku:
- Wielkość cząstek: 10-300 μm
- Morfologia: Nieregularna, dendrytyczna
- Płynność: Umiarkowana
- Gęstość pozorna: 2-4 g/cc
- Zawartość tlenu: Wyższa
Nieregularna morfologia zapewnia mechaniczne blokowanie po ściśnięciu, dzięki czemu rozpylony wodą 316L nadaje się do formowania wtryskowego metali.
Atomizacja plazmowa
Atomizacja plazmowa wykorzystuje gaz plazmowy do rozpylania stopionego materiału na drobniejsze i bardziej kuliste proszki niż atomizacja gazowa.
Typowe właściwości proszku:
- Wielkość cząstek: 5-100 μm
- Morfologia: Wysoce kulisty
- Płynność: Doskonała
- Gęstość pozorna: >3 g/cc
- Zawartość tlenu: Niska
Rozpylany plazmowo proszek 316L ma bardzo drobne rozmiary wymagane do laserowego AM i doskonałe właściwości płynięcia.
Indukcyjne topienie elektrodowe z atomizacją gazu (EIGA)
EIGA obejmuje indukcyjne topienie drutu 316L, a następnie atomizację gazową. Wytwarza wysoce sferyczne proszki o nanorozmiarach.
Typowe właściwości proszku:
- Wielkość cząstek: 10-150 nm
- Morfologia: Wysoce kulisty
- Płynność: Umiarkowana
- Gęstość pozorna: ∼3 g/cc
- Zawartość tlenu: Niska
Ultradrobny proszek 316L od EIGA ma właściwości zoptymalizowane pod kątem procesu AM z użyciem spoiwa.
Elektroliza
W procesie elektrolitycznym 316L jest rozpuszczany z anody i osadzany na katodzie w celu wytworzenia kolczastych i dendrytycznych proszków.
Typowe właściwości proszku:
- Wielkość cząstek: Do 150 μm
- Morfologia: Kolczaste, dendrytyczne
- Płynność: Słaba
- Gęstość pozorna: 2-4 g/cc
- Zawartość tlenu: Niska
Nieregularna morfologia i porowata struktura elektrolitycznego proszku 316L sprawiają, że nadaje się on do procesów AM, takich jak topienie wiązką elektronów.
Proces karbonylowy
Proces karbonylowania polega na rozkładzie gazowych karbonyli metali w celu wytworzenia drobnych sferycznych proszków.
Typowe właściwości proszku:
- Wielkość cząstek: Mniej niż 10 μm
- Morfologia: Wysoce kulisty
- Płynność: Dobra
- Gęstość pozorna: ∼4 g/cc
- Zawartość tlenu: Niska
Proszek karbonylowy 316L ma bardzo drobne cząstki używane do prasowania i spiekania. Wysoka czystość zapewnia doskonałe właściwości spieku.
Zastosowania proszku ze stali nierdzewnej 316L
Proszek 316L jest stosowany w wielu gałęziach przemysłu ze względu na swoje doskonałe, zrównoważone właściwości. Niektóre z głównych obszarów zastosowań obejmują:
Wytwarzanie przyrostowe
- Komponenty lotnicze i kosmiczne
- Implanty ortopedyczne i dentystyczne
- Części samochodowe, takie jak zawory, pompy
- Urządzenia biomedyczne, takie jak narzędzia chirurgiczne
- Zastosowania morskie, takie jak wirniki
Formowanie wtryskowe metali
- Implanty ortopedyczne - kolanowe, biodrowe itp.
- Implanty dentystyczne i produkty
- Narzędzia tnące, żyletki
- Elementy zegarka
Tłoczenie i spiekanie
- Filtry i struktury porowate
- Łożyska samosmarujące
- Elementy mocujące magnes
- Tłoki, piasty synchronizatora
Powłoka powierzchniowa
- Powłoki odporne na korozję i zużycie
- Powłoki biomedyczne, takie jak stenty, implanty
- Powłoki renowacyjne do zaworów, pomp
- Powłoki dekoracyjne
Spawanie i lutowanie
- Komponenty lotnicze i kosmiczne
- Zbiorniki i rury kriogeniczne
- Sprzęt do przetwarzania żywności
- Urządzenia biomedyczne
Proszek 316L jest również używany do mieszania z innymi stopami w celu uzyskania dostosowanych właściwości. Ze względu na swoją biokompatybilność, 316L jest szeroko stosowany do produkcji narzędzi chirurgicznych, implantów, stentów i innych produktów medycznych.
Oto przegląd tego, jak właściwości proszku 316L, takie jak wielkość cząstek i morfologia, wpływają na jego wykorzystanie w różnych zastosowaniach:
| Zastosowanie | Preferowane właściwości proszku |
|---|---|
| Laser AM | Mały rozmiar cząstek (<45 μm), sferyczny, płynny |
| Wiązka elektronów AM | Średni rozmiar cząstek (45-150 μm), sferyczny |
| Binder jetting AM | Bardzo drobny rozmiar cząstek (<1 μm), sferyczny |
| MIM | Średni rozmiar (10-25 μm), nieregularna morfologia |
| Prasowanie i spiekanie | Drobne cząstki (<10 μm) z kilkoma większymi rozmiarami |
| Powłoka powierzchniowa | Szeroki zakres (10-100 μm), sferyczny |
Specyfikacje i standardy
Skład, jakość i właściwości proszku 316L są regulowane przez różne międzynarodowe specyfikacje i normy.
Normy ASTM
- ASTM A240 - Norma dla płyt, blach i taśm ze stali nierdzewnej chromowej i chromowo-niklowej do zbiorników ciśnieniowych i ogólnych zastosowań. Określa limity składu i właściwości mechaniczne stopu 316L.
- ASTM B822 - Standardowa metoda badania rozkładu wielkości cząstek proszków metali i związków pokrewnych metodą rozpraszania światła. Służy do charakteryzowania rozkładu wielkości proszku.
- ASTM F3055 - Standardowa specyfikacja dla proszków stopów niklu do produkcji addytywnej przeznaczonych do stosowania w procesach spiekania w złożu proszkowym. Określa rygorystyczne wymagania dla proszku stopu niklu AM, w tym 316L.
- ASTM F3049 - Przewodnik dotyczący charakterystyki właściwości proszków metali stosowanych w procesach wytwarzania przyrostowego. Zawiera wytyczne dotyczące pomiaru właściwości takich jak przepływ, gęstość, morfologia itp.
Inne standardy
- ISO 9001 - Zarządzanie jakością w produkcji proszków metalicznych
- ISO 13485 - Zarządzanie jakością proszków metalicznych do zastosowań medycznych
- Kodeks kotłów i zbiorników ciśnieniowych ASME - Wymagania materiałowe dla zbiorników ciśnieniowych
Renomowani dostawcy proszku 316L posiadają systemy jakości certyfikowane zgodnie z normami ISO i ASTM. Identyfikowalność partii i szeroko zakrojone testy są utrzymywane w celu zapewnienia zgodności.
Dostawcy proszku 316L
Do wiodących światowych dostawców proszku ze stali nierdzewnej 316L należą:
| Firma | Metody produkcji | Rodzaje proszków | Wielkość cząstek |
|---|---|---|---|
| Sandvik | Atomizacja gazu | Osprey® 316L | 15-45 μm |
| Technologia LPW | Atomizacja gazu | LPW 316L | 15-63 μm |
| Carpenter | Atomizacja gazu | Carpenter 316L | 15-150 μm |
| Höganäs | Rozpylanie wody | 316L | 10-45 μm |
| CNPC | Atomizacja gazu, wody | 316L | 10-150 μm |
| Pometon | Atomizacja gazu, wody | 316L | 10-150 μm |
| ATI | Atomizacja gazu | 316L | 10-63 μm |
Ceny proszku 316L zależą od takich czynników jak
- Jakość proszku, skład, wielkość cząstek i morfologia
- Metoda produkcji
- Ilość zamówienia i wielkość partii
- Poziom kontroli jakości i testów
- Wymagania dotyczące pakowania i dostawy
Orientacyjne ceny rozpylanego gazowo proszku 316L mieszczą się w zakresie $50-100 za kg dla standardowych zamówień. Niestandardowe zamówienia ze specjalnymi wymaganiami mogą kosztować więcej.
Przy wyborze dostawcy proszku 316L należy wziąć pod uwagę kilka kluczowych kwestii:
- Właściwości proszku - rozkład wielkości cząstek, morfologia, płynność itp. powinny odpowiadać potrzebom aplikacji.
- Stała jakość i skład zgodny ze specyfikacją
- Niezawodny łańcuch dostaw i logistyka
- Zgodność z międzynarodowymi standardami i certyfikatami
- Wiedza techniczna i obsługa klienta
- Ceny i minimalna ilość zamówienia
Wiodący producenci proszku 316L mają wieloletnie doświadczenie w produkcji proszków dostosowanych do AM, MIM i innych zastosowań z rygorystyczną kontrolą jakości.
Uwagi projektowe dotyczące proszku 316L
Oto kilka kluczowych aspektów projektowych, które należy wziąć pod uwagę przy stosowaniu proszku 316L w produkcji:
Geometria części
- Optymalizacja grubości ścianek, zwisów, mostków i średnic dla procesu AM lub MIM.
- Uwzględnienie skurczu ~20% dla procesów opartych na spoiwie, takich jak MIM
- Uwzględnienie podpór tam, gdzie są potrzebne, zintegrowanie struktur podpór z projektem
Porowatość
- Kontrola parametrów procesu w celu ograniczenia porowatości do mniej niż 1%
- Strategiczne ustawienie części w celu uniknięcia uwięzienia proszku
- Optymalizacja obróbki cieplnej, HIP może dodatkowo zmniejszyć porowatość
Wykończenie powierzchni
- Procesy AM wymagają dodatkowego wykończenia, takiego jak obróbka skrawaniem, szlifowanie, elektropolerowanie w celu poprawy wykończenia powierzchni.
- Uwzględnić ~0,1-0,4 mm usunięcia materiału podczas procedur wykańczania.
Właściwości mechaniczne
- Spełniają minimalne wymagania dotyczące właściwości, takich jak wytrzymałość na rozciąganie i granica plastyczności
- Uwzględnienie anizotropii; orientacja konstrukcji wpływa na właściwości
- Wyżarzanie w roztworze, starzenie może zoptymalizować właściwości
Tolerancje wymiarów
- Uwzględnienie zmian wymiarowych procesu AM lub MIM
- Dopuszczenie szerszych tolerancji, wykorzystanie przetwarzania końcowego w celu poprawy dokładności.
- Krytyczne interfejsy mogą wymagać dodatkowej obróbki
Zaangażowanie inżynierów produkcji na wczesnym etapie procesu projektowania jest kluczem do projektowania i optymalizacji części dla procesów AM i MIM z użyciem proszku 316L.
Obróbka końcowa części 316L
Części 316L z procesów AM i MIM często wymagają obróbki końcowej w celu uzyskania ostatecznych właściwości i wykończenia. Niektóre kluczowe etapy obróbki końcowej obejmują:
Obróbka cieplna
- Wyżarzanie odprężające w celu uwolnienia naprężeń wewnętrznych
- Obróbka roztworu w celu rozpuszczenia osadów i optymalizacji odporności na korozję
- Obróbka starzeniowa w celu zwiększenia wytrzymałości poprzez utwardzanie wydzieleniowe
Tłoczenie izostatyczne na gorąco
- Zamyka wewnętrzne puste przestrzenie i porowatości w materiale
- Poprawia gęstość, wytrzymałość, plastyczność i trwałość zmęczeniową
Wykończenie powierzchni
- Obróbka i szlifowanie w celu poprawy dokładności wymiarowej i wykończenia powierzchni
- Elektropolerowanie zapewnia gładkie, lustrzane wykończenie powierzchni
- Obróbka strumieniowo-ścierna zapewnia dekoracyjne wykończenia
Powłoki
- Powłoki PVD, CVD mogą zwiększyć odporność na zużycie i korozję
- Pasywacja poprawia odporność na korozję
Testowanie jakości
- Skany CT sprawdzają wewnętrzne wady i porowatość.
- Testy mechaniczne potwierdzają zgodność właściwości ze specyfikacjami
- Kontrola nieniszcząca do wykrywania krytycznych wad
Optymalna ścieżka obróbki końcowej zależy od procesu AM, geometrii części, krytycznych wad i wymagań dotyczących wydajności końcowej.
Typowe wady części 316L
Niektóre potencjalne wady części 316L wykonanych za pomocą AM, MIM i innych procesów proszkowych obejmują:
- Porowatość - Uwięzienie gazu prowadzi do powstawania pustych przestrzeni i porowatości, zmniejszając gęstość.
- Pękanie - Powstaje w wyniku naprężeń wewnętrznych podczas przetwarzania i niewłaściwej obróbki cieplnej.
- Anizotropia - Różnice we właściwościach wzdłuż kierunków budowy wynikające z produkcji warstwa po warstwie.
- Chropowatość powierzchni - Chropowatość warstwowa, częściowo spiekane cząstki, obszary nietopliwe prowadzą do słabego wykończenia powierzchni.
- Wariacje wymiarów - Kurczenie się, zwijanie i wypaczanie części powoduje odchylenia od wymiarów projektowych.
- Zmiany w składzie - Segregacja, straty spowodowane parowaniem, zanieczyszczenie mogą lokalnie zmieniać skład.
- Brak fuzji - Niekompletne stopienie między warstwami i ścieżkami z powodu braku dopływu energii.
- Balling - Tworzenie się małych kulek podczas AM zamiast jednolitych ścieżek prowadzi do porowatości.
- Naprężenia szczątkowe - Rozwijają się podczas przetwarzania z powodu wysokich gradientów termicznych i zakłócają wydajność.
Dokładne monitorowanie procesu, zoptymalizowane parametry, testy kontroli jakości i odpowiednie etapy obróbki końcowej mogą pomóc zminimalizować wady części 316L.

Jak wybrać dostawcę proszku 316L
Oto przewodnik krok po kroku dotyczący wyboru dostawcy proszku ze stali nierdzewnej 316L:
Krok 1: Określenie wymagań aplikacji
- Zastanów się, jaki proces produkcyjny zostanie zastosowany - AM, MIM itp.
- Określenie krytycznych właściwości proszku, takich jak rozmiar cząstek, kształt, czystość itp.
- Rozważ specyfikacje części - właściwości mechaniczne, dokładność, wykończenie powierzchni itp.
Krok 2: Zbadanie potencjalnych dostawców
- Szukaj wiodących producentów proszku 316L z wieloletnim doświadczeniem
- Sprawdź możliwości - metody produkcji, odmiany proszków, testy QC itp.
- Zapoznaj się z analizami przypadków i opiniami klientów dotyczącymi Twojej aplikacji.
Krok 3: Ocena możliwości technicznych
- Czy można dostosować proszek 316L do potrzeb aplikacji?
- Czy mają doświadczenie w AM, MIM lub innych technologiach proszkowych?
- Jaki jest ich poziom integracji pionowej i kontroli jakości?
Krok 4: Ocena oferty usług
- Wsparcie techniczne podczas wyboru proszku, opracowywania aplikacji
- Testowanie próbek, usługi testowania
- Reakcja na zapytania, elastyczność czasu realizacji
Krok 5: Przegląd certyfikatów i zgodności
- Międzynarodowe certyfikaty jakości - ISO 9001, ISO 13485 itp.
- Zgodność z normami dotyczącymi składu proszku, takimi jak ASTM
- Identyfikowalność partii, obszerne testy i dokumentacja
Krok 6: Porównanie cen
- Cena za kg dla wymaganego rozmiaru cząstek, poziomu jakości, ilości
- Minimalna ilość zamówienia i wymagania dotyczące wielkości partii
- Koszty wysyłki/logistyki
Krok 7: Sprawdź dostępność i niezawodność
- Stała podaż w magazynie i zdolność do zaspokajania wahań popytu
- Śledzenie i monitorowanie zamówień, przejrzysty czas realizacji
- Udowodniona terminowość dostaw
Wybór dostawcy z doświadczeniem w zakresie zastosowań, stałą jakością produktów i elastyczną obsługą zapewnia płynne zakupy.
Jak zoptymalizować proszek 316L dla AM
Dopasowanie rozmiaru cząstek do procesu AM
- Używaj cząstek o wielkości 10-45 μm do fuzji w złożu proszkowym, takich jak DMLS, SLM
- Zoptymalizuj rozkład wielkości - zbyt szeroki może powodować problemy z pakowaniem.
- Drobniejsze cząstki 1-10 μm lepiej nadają się do rozpylania spoiwa
Wysoka sferyczność i płynność
- Płynność bezpośrednio wpływa na rozprowadzanie proszku i jednorodność warstwy
- Atomizacja gazowa wytwarza sferyczne, sypkie proszki
- Test przepływu proszku zgodnie z normą ASTM B213
Minimalizacja cząstek satelitarnych
- Przesiewanie, klasyfikacja w celu usunięcia satelitów i drobnych cząstek
- Satelity mogą powodować aglomerację i defekty
Tolerancja składu kontrolnego
- Ścisła kontrola składu pierwiastkowego w zakresie określonym przez ASTM
- Ograniczenie zanieczyszczeń, takich jak O, N, C, które wpływają na właściwości
Zmniejsz porowatość
- Optymalizacja parametrów procesu i wzorców skanowania
- Użyj prasowania izostatycznego na gorąco, aby zminimalizować porowatość
- Utrzymanie gęstości >99% dla wysokiej wydajności
Minimalizacja naprężeń szczątkowych
- Optymalizacja gradientów termicznych w procesie kompilacji
- Zastosowanie odpowiedniej obróbki cieplnej w celu zmniejszenia naprężeń
Osiągnięcie docelowych właściwości mechanicznych
- Wyżarzanie i starzenie poprawia wytrzymałość
- Zachowanie jednolitych właściwości we wszystkich kierunkach budowy
Dokładna charakterystyka proszku, optymalizacja parametrów i obróbka końcowa są kluczem do uzyskania wolnych od wad części 316L przy użyciu AM.
FAQ
P: Do czego zwykle używany jest proszek ze stali nierdzewnej 316L?
O: Proszek 316L jest najczęściej stosowany w produkcji addytywnej, formowaniu wtryskowym metali oraz prasowaniu i spiekaniu ze względu na doskonałą odporność na korozję w połączeniu z dobrymi właściwościami mechanicznymi i biokompatybilnością. Typowe zastosowania obejmują implanty, komponenty lotnicze, części samochodowe, urządzenia biomedyczne i oprzyrządowanie.
P: Jaki rozmiar cząstek jest zalecany dla procesów AM opartych na laserze?
O: Zakres wielkości cząstek od 10 do 45 mikronów jest zwykle zalecany w procesach laserowej syntezy proszków, takich jak DMLS i SLM. Drobniejsze cząstki poniżej 10 mikronów mogą powodować problemy z przepływem i rozprzestrzenianiem się. Rozkład wielkości cząstek również powinien być dobrze kontrolowany.
P: Jak morfologia proszku wpływa na jego właściwości?
O: Wysoce sferyczny, sypki proszek jest pożądany w zastosowaniach AM. Nieregularny, kolczasty proszek nadaje się do metod prasowania i spiekania. Cząstki satelitarne i drobiny negatywnie wpływają na przepływ proszku i mogą powodować defekty. Kontrolowanie morfologii proszku jest kluczem do uzyskania optymalnej wydajności.
P: Jakie są kluczowe różnice między proszkiem 316L rozpylanym gazem a proszkiem rozpylanym wodą?
Rozpylany gazowo proszek 316L ma bardziej kulistą morfologię i lepszą płynność. Proszek rozpylany wodą ma bardziej nieregularne kształty, ale zapewnia wyższą ściśliwość pożądaną w zastosowaniach związanych z prasowaniem i spiekaniem. Proszek rozpylany gazowo ma niższą zawartość tlenu.
P: Jakie metody obróbki końcowej są stosowane w przypadku części 316L AM?
Typowa obróbka końcowa obejmuje obróbkę cieplną, prasowanie izostatyczne na gorąco, wykańczanie powierzchni poprzez szlifowanie/obróbkę, powlekanie i testy kontroli jakości. Pomaga to osiągnąć docelowe właściwości, dokładność wymiarową, estetykę i wykrywanie wad.
P: Jakie są typowe wady proszku 316L i jak można ich uniknąć?
O: Potencjalne wady to porowatość, pękanie, słabe wykończenie powierzchni, brak stopienia i naprężenia szczątkowe. Staranna optymalizacja parametrów procesu, kontrola jakości proszku, orientacja budowy i obróbka końcowa mogą zminimalizować te wady w częściach 316L.
P: Jakie normy mają zastosowanie do proszku 316L do AM i innych zastosowań?
O: Kluczowe normy to ASTM F3055 dla proszków AM, ASTM B822 dla charakterystyki proszku, ASTM A240 dla składu stopu oraz normy ISO dla zarządzania jakością. Wiodący dostawcy proszku 316L posiadają certyfikaty zgodności z tymi normami.
P: Jakie czynniki decydują o cenie proszku 316L?
Głównymi czynnikami wpływającymi na cenę proszku 316L są poziom jakości, wielkość i rozkład cząstek, metoda produkcji, wielkość zamówienia, wymagania kupującego dotyczące testowania / kontroli jakości, pakowania i dostawy. Bardziej rygorystyczne potrzeby zwiększają ceny.
P: W jaki sposób można zoptymalizować odporność na korozję części 316L AM?
O: Rozwiązania obejmują kontrolowanie poziomów zanieczyszczeń poprzez ścisłe tolerancje składu chemicznego, stosowanie prasowania izostatycznego na gorąco w celu zwiększenia gęstości i zmniejszenia porowatości, stosowanie obróbki pasywacyjnej i wyżarzanie roztworu w celu poprawy odporności na korozję.