Proszki metali są kluczowym surowcem do produkcji addytywnej z wykorzystaniem technologii stapiania w złożu proszkowym. Niniejszy przewodnik zawiera przegląd różnych proszków metali stosowanych w procesach druku 3D, takich jak selektywne topienie laserowe (SLM) i topienie wiązką elektronów (EBM).
Wprowadzenie do proszków metali dla AM
Proszki metali umożliwiają drukowanie złożonych, wysokowydajnych części metalowych przy użyciu produkcji addytywnej.
Użyte materiały:
- Stale nierdzewne
- Stale narzędziowe
- Stopy kobaltowo-chromowe
- Tytan i stopy tytanu
- Stopy aluminium
- Nadstopy niklu
- Stopy miedzi
Kluczowe właściwości proszku:
- Chemia - Czystość i skład
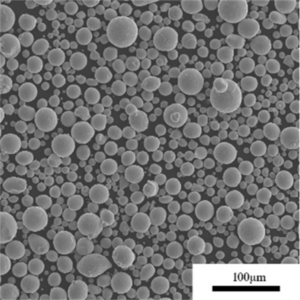
- Kształt i morfologia cząstek
- Rozkład wielkości cząstek
- Gęstość pozorna i gęstość kranowa
- Płynność
- Ponowne użycie proszku
Metody produkcji proszków:
- Atomizacja gazu
- Rozpylanie wody
- Atomizacja plazmowa
- Topienie indukcyjne elektrod
- Proces karbonylowy
- Stopy mechaniczne

Proszki ze stali nierdzewnej
Proszki ze stali nierdzewnej są powszechnie stosowane do drukowania części odpornych na korozję:
Rodzaje stopów:
- Stale austenityczne, takie jak 316L, 304L
- Stale martenzytyczne, takie jak 17-4PH
- Stale duplex, takie jak 2205
- Utwardzanie wydzieleniowe jak 17-4PH, 15-5PH
Charakterystyka:
- Wysoka odporność na korozję i utlenianie
- Dobra wytrzymałość i plastyczność
- Mniejsza podatność na pękanie niż w przypadku stali wysokostopowych
- Parametry takie jak atmosfera kompilacji są krytyczne
Zastosowania:
- Części dla przemysłu chemicznego i przetwórczego
- Komponenty morskie
- Implanty i urządzenia medyczne
- Części przemysłu spożywczego/farmaceutycznego wymagające higieny
Dostawcy: Carpenter, Sandvik, Praxair, Höganäs, LPW Technology
Proszki stali narzędziowej
Stale narzędziowe, takie jak H13, są idealne do drukowania części zużywających się i o wysokiej twardości:
Rodzaje stopów:
- Stale odporne na wstrząsy, takie jak S7
- Stale do pracy na zimno, takie jak D2
- Stale do pracy na gorąco, takie jak H13, H11
- Stale szybkotnące, takie jak M2
Charakterystyka:
- Doskonała twardość do 60 HRC
- Wysoka odporność na zużycie
- Dobra wytrzymałość i odporność na zmęczenie cieplne
- Wymagają wyżarzania w wysokiej temperaturze
Zastosowania:
- Matryce i formy do formowania metalu
- Narzędzia tnące i wiertła
- Części zużywające się i łożyska
- Oprzyrządowanie wysokotemperaturowe
Dostawcy: Sandvik, Erasteel, LPW Technology, Tekna Plasma Systems
Stopy kobaltowo-chromowe
Proszki kobaltowo-chromowe drukują biokompatybilne implanty i uzupełnienia dentystyczne:
Rodzaje stopów:
- CoCrMo jak Co-28Cr-6Mo
- CoNiCrMo jak Co-35Ni-20Cr-10Mo
- CoCr jak Co-67Cr-28Fe
Charakterystyka:
- Doskonała biokompatybilność i odporność na korozję
- Wysoka wytrzymałość i twardość
- Odporność na zużycie przegubów
- Trudna drukowność i tendencja do pękania
Zastosowania:
- Uzupełnienia protetyczne, mosty i korony
- Ortopedyczne implanty kolan i bioder
- Urządzenia mocujące, takie jak płytki czaszkowe
- Sprzęt do fuzji kręgosłupa
Dostawcy: SLM Solutions, Carpenter, Arcam EBM
Proszki tytanowe
Proszki tytanowe tworzą wytrzymałe, lekkie części drukowane:
Rodzaje stopów:
- Tytan niestopowy, taki jak Ti Grade 1-4
- Stop Ti-6Al-4V
- Stop Ti-6Al-7Nb
- Inne stopy alfa + beta
Charakterystyka:
- Wysoki stosunek wytrzymałości do wagi
- Doskonała odporność na korozję
- Dobre właściwości wysokotemperaturowe
- Niska gęstość - 4,5 g/cc
- Reaktywny i wymaga obojętnej atmosfery
Zastosowania:
- Komponenty dla przemysłu lotniczego i sportów motorowych
- Implanty medyczne i protetyka
- Części dla przemysłu spożywczego/chemicznego
- Części samochodowe
Dostawcy: AP&C, Tekna, Carpenter Additive

Stopy aluminium
Proszki aluminiowe drukują lekkie części strukturalne lub funkcjonalne:
Rodzaje stopów:
- AlSi10Mg
- AlSi7Mg
- AlSi12
- Scalmalloy® i inne stopy Al
Charakterystyka:
- Niska gęstość - 2,7 g/cc
- Dobra wytrzymałość i sztywność
- Doskonała przewodność cieplna
- Podatność na pękanie i naprężenia szczątkowe
Zastosowania:
- Części samochodowe i do sportów motorowych
- Zastosowania lotnicze i kosmiczne
- Wymienniki ciepła
- Sprzęt medyczny, taki jak gipsy
Dostawcy: AP&C, Sandvik, LPW Technology, ECKA Granules
Nadstopy niklu
Nadstopy niklu, takie jak Inconel 718, umożliwiają drukowanie części wysokotemperaturowych:
Rodzaje stopów:
- Inconel 718
- Inconel 625
- Waspaloy
- Hastelloy X
Charakterystyka:
- Doskonała wytrzymałość w wysokich temperaturach
- Dobra odporność na korozję i pełzanie
- Zdolność do pracy w stresie w wysokich temperaturach
- Trudne w obróbce i podatne na pękanie
Zastosowania:
- Łopatki turbiny
- Części komory spalania
- Elementy statku kosmicznego
- Części dla przemysłu jądrowego/chemicznego
Dostawcy: Praxair, Carpenter Additive, GE Additive
Stopy miedzi
Stopy miedzi, takie jak CuCrZr, drukują części o wysokiej przewodności:
Rodzaje stopów:
- Miedź-chrom jak CuCr1Zr
- Miedź-nikiel jak CuNi2SiCr
- Brązy takie jak CuSn10
Charakterystyka:
- Doskonała przewodność cieplna i elektryczna
- Dobra odporność na korozję
- Właściwości antybakteryjne
- Niższa wytrzymałość niż stali i stopów Ni
Zastosowania:
- Komponenty elektryczne, takie jak szyny zbiorcze
- Wymienniki ciepła i radiatory
- Falowody i komponenty RF
- Instrumenty medyczne i mocowania
Dostawcy: Sandvik, LPW Technology, Metalysis
Specyfikacja techniczna
Typowe specyfikacje proszków metali stosowanych w AM:
| Parametr | Typowe wartości | Standardy testowe |
|---|---|---|
| Wielkość cząstek | 10 - 45 μm | ASTM B214 |
| Kształt cząsteczki | Kulisty | ISO 13322-2 |
| Natężenie przepływu | 25 - 35 s/50g | ASTM B213 |
| Gęstość pozorna | 2 - 5 g/cc | ASTM B212 |
| Gęstość kranu | 4 - 8 g/cc | ASTM B527 |
| Tlen resztkowy | < 300 ppm | Metoda wewnętrzna |
| Azot resztkowy | < 50 ppm | Metoda wewnętrzna |
| Węgiel resztkowy | < 30 ppm | ASTM E1019 |
Metody produkcji proszków
1. Atomizacja gazu
- Wysoce sferyczny proszek
- Małe rozmiary cząstek 5-100 μm
- Używany do stopów reaktywnych, takich jak tytan
2. Atomizacja wody
- Nieregularny kształt proszku
- Większe cząstki do 300 μm
- Niższe koszty procesu
3. Atomizacja plazmowa
- Kontrolowane kształty cząstek
- Rozmiary od submikronowego do 150 μm
- Proszek o wysokiej czystości
4. Stopowanie mechaniczne
- Mieszanie i mielenie pierwiastków
- Opłacalność w przypadku stopów niestandardowych
- Duże rozmiary cząstek
Dostawcy i ceny
| Dostawca | Materiały | Zakres cen |
|---|---|---|
| Technologia LPW | Stale narzędziowe, stale nierdzewne | $50 - $120/kg |
| AP&C | Stopy tytanu, stopy Al | $70 - $450/kg |
| Sandvik | Stale nierdzewne, stopy niklu | $45 - $250/kg |
| Praxair | Nadstopy, tytan | $150 - $600/kg |
| Carpenter Additive | Stale narzędziowe, CoCr, nierdzewne | $80 - $300/kg |
- Proszki ze stali nierdzewnej kosztują $45-$120 za kg
- Proszki ze stopu tytanu kosztują $150-$450 za kg
- Nadstopy i stale narzędziowe kosztują $250-$600 za kg
Ceny zależą od stopu, jakości, wielkości partii i umów zakupu.
Obsługa i przechowywanie proszków
Aby zapobiec zanieczyszczeniu, kluczowe znaczenie ma właściwe obchodzenie się z proszkiem:
- Korzystanie z dedykowanych obszarów przesiewania proszku
- Zapewnienie atmosfery obojętnej w komorach rękawic i zbiornikach
- Używaj pojemników przewodzących, aby rozproszyć ładunki elektrostatyczne
- Uziemienie całego sprzętu i pojemników transportowych
- Unikać kontaktu z olejem, wodą lub tlenem
- Przechowywać proszek w szczelnie zamkniętych pojemnikach w atmosferze gazu obojętnego.
- Kontrola temperatury i wilgotności podczas przechowywania
- Podczas obsługi należy przestrzegać środków ostrożności, takich jak środki ochrony indywidualnej
Właściwe przechowywanie wydłuża żywotność proszku.
Przesiewanie proszków
Przesiewanie zapewnia stały rozmiar cząstek:
Korzyści:
- Usuwa cząsteczki satelitarne powodujące usterki
- Rozbija aglomeraty
- Poprawia przepływ i gęstość upakowania
- Zmniejsza możliwości recyklingu
- Usuwa obce zanieczyszczenia
Procedura:
- Przesiać proszek używając oczek o rozmiarze około 20-63 μm
- Przesiewanie za pomocą sita obrotowego lub wibracyjnego
- Przeprowadzanie przesiewania w atmosferze obojętnej
- Dokumentuj pozostałą procentową masę proszku
Przesiewanie poprawia jakość części, zapewniając idealne rozprowadzanie proszku.
Instalacja i uruchomienie
Instalacja drukarki AM do metalu z systemem proszkowym obejmuje:
- Czyszczenie powierzchni sprzętu w celu uniknięcia zanieczyszczenia
- Testy szczelności połączeń gazu obojętnego
- Sprawdzanie mocy lasera lub wiązki elektronów
- Ładowanie i testowanie systemu powlekania proszkowego
- Integracja agregatu chłodniczego, układu wydechowego i połączeń serwisowych
- Instalacja czujników monitorowania i bezpieczeństwa
- Weryfikacja systemów przesiewania i obsługi proszków
- Kalibracja poziomowania płyty roboczej
- Testowanie drukowania próbek części i sprawdzanie jakości
Sprzedawcy zapewniają wsparcie w zakresie instalacji i uruchomienia.
Obsługa i najlepsze praktyki
Printer operation guidelines:
- Regularne kontrole szczelności i testy czystości gazu obojętnego
- Wstępne przygotowanie proszku w celu zapewnienia jednolitej tekstury
- Dostosowanie grubości warstwy i parametrów lasera dla nowych materiałów
- Dokładne monitorowanie puli stopionego materiału i kontrola temperatury części
- Weryfikacja wymiarów krytycznych przy użyciu wydruków testowych
- Monitoruj stan proszku i używaj go ponownie tylko zgodnie z zaleceniami
- Przeprowadzanie regularnej konserwacji optyki, systemu dostarczania wiązki i mechanizmu powlekania proszkowego.
Personnel safety:
- Stosowanie odpowiednich środków ochrony indywidualnej, takich jak maski oddechowe i rękawice.
- Unikać kontaktu z reaktywnymi drobnymi proszkami metali
- Z odpadami proszku należy postępować w atmosferze obojętnej
Part post-processing:
- Stosować odpowiednie temperatury obróbki cieplnej i starzenia dostosowane do stopu i zastosowania.
- Kontrola szybkości narastania podczas obróbki termicznej w celu zmniejszenia naprężeń
- W przypadku złożonych części należy stosować prasowanie izostatyczne na gorąco w celu poprawy gęstości.
- Zastosuj etapy wykańczania, takie jak obróbka CNC i polerowanie
Maintenance and Inspection
Regularne czynności konserwacyjne:
Codziennie:
- Sprawdzić elementy optyczne, takie jak lusterka, soczewki, szyby pod kątem uszkodzeń.
- Clean the build chamber and powder handling system
- Sprawdź poziom gazu obojętnego i uzupełnij go w razie potrzeby.
- Przetestuj mechanizm sita i urządzenie do ponownego napełniania proszkiem
Co tydzień:
- Calibrate sensors and instrumentation
- Sprawdź elementy złączne, zaciski elektryczne i uziemienie
- Smarowanie i kontrola ruchomych części, takich jak silniki i napędy.
- Monitor filters for replacement
Monthly:
- Test szczelności systemu gazu obojętnego przy użyciu helu
- Inspect safety devices like fire detectors
- Sprawdzenie stanu systemu CHP
Rocznie:
- Zaplanuj konserwację zapobiegawczą z dostawcą sprzętu
- Kalibracja miernika mocy lasera
- Wymiana filtrów i materiałów eksploatacyjnych
Konserwacja zgodnie z wytycznymi dostawcy jest wymagana w celu utrzymania jakości części i stanu sprzętu.
Wybór odpowiedniego systemu druku na metalu
Czynniki, które należy wziąć pod uwagę przy wyborze maszyny AM do metalu:
1. Wymagania produkcyjne
- Rodzaj produkowanych komponentów
- Wymagany materiał na podstawie właściwości części
- Wymagania dotyczące wielkości produkcji
- Wymagana dokładność i wykończenie powierzchni
2. Specyfikacja drukarki
- Obsługiwane materiały i parametry
- Rozmiar i szybkość kompilacji
- Precyzja i powtarzalność
- Zarządzanie atmosferą obojętną
- Funkcje automatyzacji i elementy sterujące
3. System obsługi proszków
- System zintegrowany lub autonomiczny
- Możliwości przesiewania, podawania, przechowywania i ponownego użycia
- Pojemnik na materiały reaktywne, takie jak tytan
- Funkcje monitorowania w celu uniknięcia zanieczyszczenia
4. Zgodność z normami
- Normy branżowe, takie jak ASTM F3301
- Certyfikaty jakości producenta
- Zgodność z normami bezpieczeństwa
5. Poświadczenia dostawcy
- Udokumentowane doświadczenie w branży AM
- Lokalne możliwości sprzedaży i wsparcia technicznego
- Umowy serwisowe i oferowane usługi
- Plany szkoleń operatorów
- Całkowity koszt posiadania
Dokładna analiza wymagań i porównanie ofert maszyn przy użyciu tych kryteriów prowadzi do wyboru idealnego systemu druku 3D z metalu dostosowanego do potrzeb produkcyjnych.
Plusy i minusy Metal AM
Zalety:
- Wysoka złożoność geometryczna drukowana z łatwością
- Krótszy czas uzyskania funkcjonalnych części
- Zmniejszona ilość odpadów w porównaniu do procesów subtraktywnych
- Pojedyncza konfiguracja produkcji bezpośrednio z CAD
- Potencjał lekkości i konsolidacji części
- Poprawa wydajności dzięki stopom inżynieryjnym
- Możliwości personalizacji i masowej personalizacji
Wady:
- Wysokie koszty maszyn i materiałów
- Wymagane dodatkowe etapy przetwarzania końcowego
- Ograniczony rozmiar w oparciu o komorę kompilacji
- Kontrola wad wewnętrznych może stanowić wyzwanie
- Właściwości materiału mogą się różnić w zależności od kutego
- Ograniczenia wykończenia powierzchni mogą wymagać wykończenia
- Wymagania dotyczące szkoleń i wiedzy specjalistycznej
Rozwiązywanie typowych problemów związanych ze starzeniem metali
| Wada | Możliwe przyczyny | Działania naprawcze |
|---|---|---|
| Porowatość | Niewłaściwe parametry procesu | Optymalizacja mocy lasera, prędkości, odstępów między wiązkami |
| Zanieczyszczenie proszkiem | Używaj świeżego przesianego proszku, popraw obsługę proszku | |
| Niewystarczające nakładanie się ścieżek skanowania | Dostosuj rozmiar ogniskowania i nakładania się wiązki | |
| Pękanie | Nadmierne naprężenia termiczne | Optymalizacja podgrzewania wstępnego, kontrola szybkości chłodzenia za pomocą grzałek |
| Materiał podatny na pękanie | Zmiana orientacji w celu zmniejszenia naprężeń | |
| Zanieczyszczenia pochodzące z atmosfery | Zapewnienie atmosfery obojętnej o wysokiej czystości | |
| Wypaczenie | Nierównomierne ogrzewanie lub chłodzenie | Optymalizacja wzorców skanowania i unieruchomienie części na płycie montażowej |
| Słabe wykończenie powierzchni | Zbyt niska temperatura części | Zwiększenie temperatury podgrzewania |
| Nieprawidłowa płynność puli stopu | Regulacja mocy i innych parametrów | |
| Zanieczyszczony proszek | Używaj świeżego proszku i popraw obsługę |

Najczęściej zadawane pytania
P: Jakie proszki stopów metali mogą być stosowane w AM?
O: Powszechnie stosowane są stale nierdzewne, stale narzędziowe, stopy tytanu, nadstopy niklu, stopy aluminium, stopy kobaltowo-chromowe i stopy miedzi.
P: Jaki jest typowy zakres stosowanych rozmiarów cząstek proszku?
O: W przypadku procesów PBF-LB/M powszechne jest 10-45 mikronów, przy ściślejszym rozkładzie około 20-45 μm.
P: Jak długo mogą działać proszki metali?
O: Przy idealnym przechowywaniu w argonie wiele stopów wytrzymuje 1-2 lata. Okres ponownego użycia jest krótszy - 20-100 wydruków w zależności od stopu.
P: Jakie etapy obróbki końcowej są wymagane w przypadku metalowych części AM?
Często wymagane jest usuwanie podpór, obróbka cieplna, wykańczanie powierzchni, takie jak obróbka CNC, polerowanie i powlekanie.
P: W jaki sposób przetwarzane są reaktywne proszki metali, takie jak tytan i aluminium?
O: Specjalistyczne obchodzenie się z proszkiem w atmosferze obojętnego argonu jest konieczne, aby zapobiec wychwytywaniu tlenu.
P: Jakie są typowe zagrożenia związane z zanieczyszczeniem proszkiem?
O: Narażenie na działanie atmosfery prowadzące do wychwytywania tlenu lub azotu. Cząstki metaliczne z obróbki lub zużycia. Olej i wilgoć.
P: Jakie normy są stosowane do kwalifikowania proszków metali?
A: ASTM B214, ASTM B812, ASTM F3049, ASTM F3301 i normy MPIF.
P: Dlaczego przesiewanie proszku jest ważne?
O: Rozbija aglomeraty, usuwa satelity i zapewnia optymalny i spójny rozmiar proszku dla wysokiej gęstości i wykończenia powierzchni.
Wnioski
Proszki metali umożliwiają produkcję addytywną zaawansowanych, wysokowydajnych komponentów o właściwościach lepszych niż materiały kute w niektórych przypadkach. Szeroka gama stopów, od stali nierdzewnej po superstopy i tytan, jest dostępna w postaci proszku, dostosowanego do wymagających zastosowań w przemyśle lotniczym, medycznym, motoryzacyjnym i ogólnym. Dzięki ciągłemu doskonaleniu stopów, standardów jakości, procesów produkcyjnych, maszyn i właściwości części - metal AM staje się podstawową technologią produkcyjną na całym świecie. Aby jednak w pełni wykorzystać jej zalety, niezbędna jest specjalistyczna wiedza na temat procesów i materiałów oraz rygorystyczna kontrola jakości. W miarę zdobywania coraz większego doświadczenia, metal AM zapewnia bezprecedensowe możliwości produkcji złożonych i niestandardowych części z większą swobodą projektowania i krótszym czasem realizacji.