Przegląd Maszyna do topienia wiązką elektronów
Stapianie wiązką elektronów (EBM) to technologia produkcji addytywnej wykorzystywana do stapiania proszków metali w całkowicie zwarte części warstwa po warstwie przy użyciu wiązki elektronów o dużej mocy w warunkach próżni. Maszyny EBM oferują niezrównane prędkości produkcji i właściwości mechaniczne nieosiągalne w innych metodach druku 3D z metalu.
Kluczowe atrybuty technologii EBM obejmują:
Tabela 1: Przegląd technologii topienia wiązką elektronów
| Atrybut | Opis |
|---|---|
| Źródło ciepła | Wiązka elektronów o wysokiej intensywności |
| Środowisko | Wysoka próżnia |
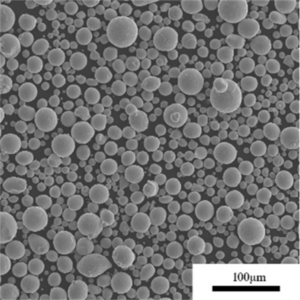
| Surowiec | Metalowe złoże proszkowe |
| Kontrola wiązki | Soczewki i cewki elektromagnetyczne |
| Tryb budowania | Łączenie proszków metali warstwa po warstwie |
| Zastosowania | Lotnictwo, medycyna, motoryzacja, oprzyrządowanie |
Wykorzystując precyzyjne ogniskowanie wiązki i szybkie skanowanie, EBM łączy materiały przewodzące, takie jak tytan, stopy niklu, stale narzędziowe i metale ogniotrwałe, tworząc w pełni zwarte komponenty o doskonałych właściwościach przewyższających tylko produkty kute.
Kontrolowane środowisko próżniowe zapobiega zanieczyszczeniom, a inteligentne dostarczanie energii i wysokie temperatury podgrzewania minimalizują naprężenia szczątkowe prowadzące do wypaczeń lub pęknięć.
Zrozumienie tych podstawowych zasad pomaga zilustrować, dlaczego EBM zapewnia wyjątkową wydajność mechaniczną dostosowaną do najbardziej wymagających zastosowań przemysłowych.

Rodzaje systemów topienia wiązką elektronów
Na rynku dostępnych jest kilka kategorii systemów EBM, oferujących wielkość produkcji, poziomy mocy wiązki i zdolności produkcyjne dostosowane do różnych potrzeb przemysłu.
Tabela 2: Rodzaje systemów topienia wiązką elektronów
| Klasa maszyny | Rozmiar kompilacji | Moc wiązki | Typowe zastosowania |
|---|---|---|---|
| Małe platformy | Kostki 150 mm | 3-4 kW | Nakładki stomatologiczne, urządzenia medyczne |
| Standardowe platformy | 200 x 200 x 350 mm | 6-8 kW | Komponenty lotnicze, oprzyrządowanie |
| Platformy średniej klasy | 400 x 400 x 400 mm | 14-16 kW | Części samochodowe, większe komponenty lotnicze i kosmiczne |
| Duże platformy | 800 x 800 x 500 mm | 30-60 kW | Wsporniki konstrukcyjne, łopatki turbin |
Większe maszyny umożliwiają produkcję większych części w branżach takich jak lotnictwo i kosmonautyka czy motoryzacja w celu optymalizacji zespołów. Mniejsze systemy o niższej mocy są przeznaczone do produkcji komponentów o wysokiej wartości w stomatologii i szeroko pojętej medycynie.
Większość dostawców rozwiązań EBM oferuje obecnie modułowe architektury pozwalające na skalowalność wydajności, wielkości produkcji i mocy wiązki, aby sprostać rosnącym wymaganiom produkcyjnym w czasie.
Podstawy procesu topienia wiązką elektronów
Podstawowe podsystemy i etapy przetwarzania zaangażowane w produkcję addytywną EBM obejmują:
Tabela 3: Przegląd podstaw topienia wiązką elektronów
| Etap | Funkcja | Kluczowe komponenty |
|---|---|---|
| 1. Postępowanie z proszkiem | Rozprowadzanie warstw świeżego materiału | Zbiorniki na proszek i zgrabiarki |
| 2. Generowanie wiązki | Tworzenie i przyspieszanie wiązki elektronów | Katoda z żarnikiem wolframowym, napięcie anodowe |
| 3. Ogniskowanie wiązki | Elektromagnesy zbiegają wiązkę | Soczewki z cewką magnetyczną |
| 4. Ugięcie belki | Bezpośrednia lokalizacja wiązki skupionej | Cewki odchylające |
| 5. System próżniowy | Zapewnienie środowiska wolnego od zanieczyszczeń | Pompy, zawory, czujniki |
| 6. System kontroli | Koordynowanie i monitorowanie wszystkich funkcji | Komputer, oprogramowanie, czujniki |
Zintegrowane działanie tych podsystemów pozwala EBM efektywnie budować części warstwa po warstwie z proszku metalowego:
- Szybkie odchylanie wiązki i skanowanie precyzyjnie stapia materiał z wyjątkową prędkością
- Środowisko próżniowe usuwa gazy, zapobiegając zanieczyszczeniu
- Automatyczna dystrybucja proszku zapewnia wysoką gęstość
- Czujniki sprzężenia zwrotnego zapewniają dokładność wymiarową
- Solidne elementy sterujące sekwencjonują cały proces kompilacji
To połączenie materiału eksploatacyjnego w postaci czystego proszku metalowego ze źródłem ciepła wiązki o wysokiej intensywności w próżniowym środowisku produkcyjnym ułatwia uzyskanie wcześniej niemożliwej wydajności materiałów.
Zrozumienie tych podstawowych zasad pomaga nabywcom w wyborze optymalnego systemu EBM spełniającego ich wymagania dotyczące wydajności produkcji, jakości i zastosowań.
Kluczowe specyfikacje Maszyna do topienia wiązką elektronów
Przy zakupie sprzętu EBM do produkcji przyrostowej metali istnieje wiele specyfikacji wpływających na wydajność, które kupujący muszą ocenić w oparciu o swoje cele produkcyjne i ograniczenia zakładu.
Tabela 4: Kluczowe specyfikacje maszyn do topienia wiązką elektronów
| Parametr | Typowy zakres | Znaczenie |
|---|---|---|
| Moc wiązki | 3-60 kW | Szybkość kompilacji, maksymalny rozmiar części |
| Prędkość wiązki | Do 8 m/s | Wydajność, czasy warstw |
| Rozmiar plamki | 50-200 μm | Rozdzielczość, precyzyjna definicja cech |
| Prąd wiązki | 1-50 mA | Kompatybilność materiałowa, optymalizacja strojenia |
| Przyspieszenie napięcia | 30-150 kV | Głębokość roztopionego basenu, resztki proszku |
| Próżnia | 5 x 10-5 mbar | Czystość, integralność materiału |
| Grubość warstwy proszku | 50-200 μm | Rozdzielczość pionowa, gęstość końcowa |
Czynniki takie jak moc wiązki, prędkości skanowania, minimalne rozmiary elementów i grubość warstwy proszku dyktują odpowiedni dobór sprzętu dostosowany do celów wydajności i wymagań aplikacji.
Inne kluczowe kwestie obejmują:
- Oprogramowanie sterujące - Adaptacyjne narzędzia do konfiguracji kompilacji, automatyzacja, możliwości analizy danych/monitorowania
- Paleta materiałów - Liczba wstępnie zakwalifikowanych materiałów ze wskazaniem zakresu zastosowań
- Wyposażenie dodatkowe - Dodatkowe narzędzia do obsługi proszków, obróbki końcowej, piece do obróbki cieplnej
- Usługi - Umowy serwisowe, pomoc w optymalizacji aplikacji, szkolenia operatorów, transport maszyn
Ocena specyfikacji pod kątem obecnych i przyszłych oczekiwań ułatwia inteligentne inwestycje w zdolności EBM.
Ekonomia wdrożenia topienia wiązką elektronów
Oprócz kosztów nabycia sprzętu wynoszących średnio od $800,000 do $2,5 miliona, organizacje produkcyjne muszą modelować całą ekonomikę produkcji związaną z wprowadzeniem EBM we własnym zakresie.
Tabela 5: Podsumowanie ekonomiki przetwarzania EBM
| Element kosztu | Zasięg |
|---|---|
| Platforma maszyny | $800,000 do $2,500,000 |
| Infrastruktura obiektu | $100,000 do $500,000 |
| Usługi instalacyjne | $50,000 do $250,000 |
| Dodatkowe narzędzia do obsługi proszków | $50,000 do $150,000 |
| Roczne zużycie materiałów | $100,000 do $800,000 |
| Materiały eksploatacyjne/części zamienne | $20,000 do $100,000 |
| Praca (operatorzy, inżynierowie) | Od 1 do 3 techników na system |
| Zużycie energii | $15,000 do $50,000 |
| Umowy serwisowe | $50,000 do $150,000 |
Poza zakupem sprzętu, który w przypadku platform przemysłowych wynosi od 1 do 800 tysięcy do ponad 1 miliona złotych, na koszty operacyjne i rentowność wpływają także inne zmienne:
- Zużycie materiałów - Proszek metalowy przyczynia się do kosztów do 30% na część
- Praca - Wymagania kadrowe wynikające z potrzeb ręcznego i automatycznego przetwarzania końcowego
- Obiekt - Koszty usług instalacyjnych, bezpieczeństwa i mediów sumują się
- Konserwacja - Konserwacja zapobiegawcza ma kluczowe znaczenie dla wydajności i jakości produkcji
- Optymalizacja - Równowaga między produktywnością a wskaźnikami defektów i ręcznymi interwencjami
Analiza tych czynników przed nabyciem zdolności EBM ułatwia realistyczne planowanie biznesowe. Dokładne modelowanie kosztów i analiza scenariuszy produkcji poprawia wgląd w ryzyko i perspektywy rentowności.
Popularne materiały dla EBM
Dzięki ściśle kontrolowanemu środowisku próżniowemu w połączeniu z wysoką intensywnością wiązki, EBM wyjątkowo ułatwia przetwarzanie reaktywnych, ogniotrwałych i niestandardowych stopów, które w przeciwnym razie byłyby trudne do wytworzenia przy użyciu konwencjonalnych środków.
**Tabela 6: Systemy Common Alloy wykorzystujące zalety EBM **.
| Klasa materiału | Przykładowe stopy | Zastosowania |
|---|---|---|
| Stopy tytanu | Ti-6Al-4V, Ti-6Al-4V ELI | Płatowce i silniki lotnicze |
| Nadstopy niklu | Inconel 718, Inconel 625 | Łopatki turbin, dysze rakiet |
| Stale narzędziowe | Maraging 300, H13 | Formy wtryskowe, płyty narzędziowe |
| Stopy kobaltowo-chromowe | CoCrMo, CoCrW | Implanty medyczne i dentystyczne |
| Metale ogniotrwałe | Tantal, wolfram | Elementy pieców wysokotemperaturowych, osłony |
Najpopularniejszymi systemami stopów dla EBM pozostają stopy tytanu do elementów konstrukcyjnych, nadstopy niklu do ekstremalnych środowisk oraz medyczne formuły kobaltowo-chromowe.
EBM pozwala również na wprowadzanie innowacji wykorzystujących metale reaktywne, takie jak aluminium czy niob, rzadko przetwarzalne w inny sposób. W połączeniu z elastycznymi opcjami mieszania proszków, biura badawcze wykorzystują zalety EBM do projektowania nowych kompozycji stopów dostosowanych do określonych wymagań dotyczących właściwości.
Zalety topienia wiązką elektronów
Oprócz niezwykle szybkich prędkości budowy, nieporównywalnych z innymi technikami syntezy w złożu proszkowym, EBM oferuje dodatkowe korzyści techniczne i ekonomiczne, dzięki czemu jest idealnym procesem do krytycznych zastosowań komercyjnych i obronnych.
**Tabela 7: Podstawowe zalety topienia wiązką elektronów **.
| Korzyści | Opis |
|---|---|
| Wysokie wskaźniki osadzania | Do 10x szybsza budowa niż w przypadku systemów laserowych |
| Wyjątkowe właściwości materiału | Ulepszony w stosunku do odlewanych lub kutych alternatyw |
| Wysoka gęstość produkcji | Zbliża się do 100% dzięki wysokiej energii wiązki w środowisku próżniowym |
| Bardzo niskie naprężenia szczątkowe | 70-90% mniejsze zniekształcenia zmniejszają zapotrzebowanie na naddatek na obróbkę |
| Wyjątkowa powtarzalność | Ścisłe tolerancje i mechanika zautomatyzowanego budynku |
| Swoboda projektowania | Kanały wewnętrzne, struktury bioniczne, redukcja wagi |
| Konsolidacja części | Zespoły połączone w pojedyncze komponenty |
Konkretne przykłady, w których EBM zapewnia wartość, obejmują:
Wydajność
- 5-krotnie szybsze wytwarzanie zespołów implantów stawu biodrowego dzięki wykorzystaniu większych wolumenów produkcji przy jednoczesnym wytwarzaniu większej liczby jednostek.
- Konsolidacja zapasów komponentów podwozia lotniczego z 30 do 2 części dzięki optymalizacji EBM
Wydajność
- Oferuje lepszą odporność na zmęczenie w kobaltowo-chromowych kopertach dentystycznych w porównaniu z odlewami
- Uzyskanie czystszych mikrostruktur Inconelu 718, całkowicie wolnych od wad porowatości w porównaniu z tradycyjnymi odlewami z nadstopów niklu
Jakość
- Zapewnienie zerowych naprężeń wewnętrznych w komponentach medycznych Ti-6Al-4V dzięki wysokiemu podgrzewaniu wstępnemu, zmniejszając ilość odpadów
- Zapobieganie defektom zanieczyszczeń w reaktywnych stopach Ta i Nb poprzez wykorzystanie środowiska przetwarzania próżniowego
Dzięki szybszemu budowaniu i wyjątkowym właściwościom materiałów, niemożliwym do uzyskania przy użyciu innych technik AM lub konwencjonalnych, EBM jest głównym rozwiązaniem dla zastosowań produkcyjnych wymagających najwyższego poziomu wydajności mechanicznej.
Przegląd Maszyna do topienia wiązką elektronów Dostawcy
Różnorodni producenci przemysłowi o ugruntowanej pozycji i wyspecjalizowani nowi gracze dostarczają rozwiązania do topienia wiązką elektronów skalowalne od badań po produkcję wielkoseryjną w sektorach lotniczym, medycznym, motoryzacyjnym i przemysłowym.
Tabela 8: Wiodący producenci systemów topienia wiązką elektronów
| Dostawca | Szczegóły | Segmenty docelowe |
|---|---|---|
| GE Additive | Pionierska technologia EBM | Przemysł lotniczy, medyczny, motoryzacyjny |
| Sciaky | Największy rozmiar koperty | Konstrukcje lotnicze i kosmiczne |
| Wayland Additive | Budżetowe metalowe platformy AM | Małe warsztaty maszynowe |
| JEOL | Systemy EBM klasy badawczej | Uniwersytety |
| Nano Dimension | Możliwości wielomateriałowe | Elektronika, obronność |
Lider branży Arcam EBM, obecnie część GE Additive, ustanowił wczesną pozycję lidera dzięki opatentowanym rozwiązaniom i nadal dominuje w uznanych kategoriach implantów medycznych i przemysłu lotniczego.
W międzyczasie nowi uczestnicy rynku, tacy jak Wayland, dążą do rozszerzenia adopcji, kierując reklamy do małych i średnich producentów z ekonomicznymi platformami startowymi.
Współpraca w zakresie materiałów, kwalifikacji części i optymalizacji maszyn między producentami, badaczami i grupami użytkowników końcowych ostatecznie rozszerzy penetrację EBM na dalsze krytyczne zastosowania.
Perspektywy przyjęcia topienia wiązką elektronów w przyszłości
Dzięki doskonałym możliwościom w zakresie szybkości produkcji oraz wyjątkowym właściwościom mechanicznym, niemożliwym do osiągnięcia w przypadku innych dodatków do metali lub konwencjonalnych procesów, zastosowanie EBM wydaje się być przygotowane do masowej ekspansji w przemyśle lotniczym, medycznym, motoryzacyjnym i przemysłowym w ciągu najbliższych 5-7 lat.
Oczekuje się, że szersza świadomość korzyści EBM wykraczających poza prototypowanie do produkcji na pełną skalę będzie napędzać inwestycje w sprzęt, ponieważ organizacje wykorzystują druk 3D do przekształcania łańcuchów dostaw.
Większe koperty konstrukcyjne, które są obecnie dostępne na rynku, umożliwiają również konsolidację zespołów w mniejszą liczbę komponentów, co dodatkowo optymalizuje logistykę zapasów i czas realizacji.
Jednak spadek kosztów systemu w połączeniu ze zwiększoną dostępnością materiałów musi nadal poprawiać dostęp mniejszych producentów do technologii EBM. Usprawnienie pomocniczych narzędzi do obsługi proszków i przepływów pracy po przetwarzaniu również uprości przyjęcie.
Ogólnie rzecz biorąc, EBM utrzymuje silną dynamikę penetracji coraz szerszego zakresu zastosowań produkcyjnych dzięki niezrównanej szybkości osadzania i wyjątkowym wynikowym właściwościom materiału w porównaniu z alternatywnymi dodatkami metalowymi lub starszymi procesami produkcyjnymi.
FAQ
P: Jaka infrastruktura obiektu jest potrzebna do obsługi EBM?
O: Spodziewaj się ponad 500 stóp kwadratowych dla samej maszyny, z większą przestrzenią dla stacji obsługi proszku i przetwarzania końcowego. Typowe jest betonowe wzmocnienie podłogi dla sprzętu o masie ponad 12 000 funtów.
P: Ilu operatorów jest wymaganych na maszynę EBM?
O: Jeden technik może obsługiwać kilka jednostek EBM w zależności od poziomu automatyzacji i wielkości produkcji. Dodatkowy personel zajmuje się operacjami proszkowymi, zadaniami po przetwarzaniu, konserwacją i inżynierią.
P: Jakich materiałów nie można przetwarzać za pomocą technologii EBM?
Nieprzewodzące polimery nie mogą być przetwarzane wiązką elektronów. EBM pozwala jednak na zastosowanie praktycznie każdego przewodzącego systemu stopów metali, który można wyprodukować w inny sposób.
P: Jakie zagrożenia dla bezpieczeństwa wiążą się z technologią EBM?
O: Wysokie napięcia wiązki elektronów stwarzają ryzyko łuku elektrycznego, wymagając odpowiednich obudów i kontroli. Narażenie na reaktywny proszek metalu wymaga również protokołów dotyczących zagrożeń pożarowych i inhalacyjnych, wymagających sprzętu ochronnego i szkoleń.
P: Czy EBM wymaga dodatkowej obróbki cieplnej?
O: Niektóre stopy wymagają obróbki cieplnej w celu dalszej poprawy mikrostruktury i dostosowania właściwości mechanicznych. Jednak szybkie cykle krzepnięcia i wysokie temperatury podgrzewania nieodłącznie związane z procesem EBM zazwyczaj eliminują te etapy obróbki końcowej.