Przegląd Proszek tytanowy do druku 3D
Tytan to wytrzymały, lekki i odporny na korozję metal, który idealnie nadaje się do drukowania 3D złożonych geometrii dla przemysłu lotniczego, motoryzacyjnego, medycznego i innych wymagających zastosowań. Proszek tytanowy może być wykorzystywany do drukowania metalowych części o pełnej gęstości i doskonałych właściwościach mechanicznych przy użyciu technologii stapiania w złożu proszkowym, takich jak selektywne topienie laserowe (SLM) i topienie wiązką elektronów (EBM).
Niniejszy artykuł zawiera kompleksowy przewodnik po proszku tytanowym do druku 3D, obejmujący skład, właściwości, specyfikacje, zastosowania, zalety i wady, dostawców, koszty i nie tylko.

Skład Proszek tytanowy do druku 3D
Proszek tytanowy do produkcji addytywnej składa się niemal wyłącznie z tytanu. Mogą być w nim jednak obecne niewielkie ilości innych pierwiastków, takich jak aluminium, wanad, żelazo, tlen, azot i węgiel.
Gatunki tytanu do syntezy w złożu proszkowym
| Klasa | Skład |
|---|---|
| Ti 6Al-4V | 90% tytan, 6% aluminium, 4% wanad |
| Ti 6Al-4V ELI | Taki sam jak Ti 6Al-4V, ale z niższymi limitami dla międzywęzłowego tlenu, żelaza i azotu |
| Komercyjnie czysty tytan klasy 1 | 99.2% Minimum tytanu |
| Komercyjnie czysty tytan klasy 2 | 99.5% Minimum Titanium |
| Komercyjnie czysty tytan klasy 3 | 99.8% Minimum Titanium |
| Komercyjnie czysty tytan klasy 4 | 99.9% Minimum Titanium |
Ti 6Al-4V jest obecnie najpopularniejszym gatunkiem stosowanym w produkcji addytywnej ze względu na doskonały stosunek wytrzymałości do masy, spawalność i odporność na korozję. Wariant ELI charakteryzuje się lepszą ciągliwością i odpornością na pękanie.
Komercyjnie czyste gatunki tytanu mają niższą wytrzymałość, ale lepszą biokompatybilność dla implantów medycznych. Tytan klasy 5 z wyższą zawartością tlenu nie jest generalnie używany do fuzji w złożu proszkowym.
Właściwości Proszek tytanowy do druku 3D Części
Części tytanowe drukowane w 3D mogą osiągać właściwości podobne lub przewyższające tradycyjnie wytwarzany tytan, z dodatkową korzyścią w postaci swobody projektowania.
Właściwości mechaniczne
| Nieruchomość | Ti 6Al-4V | Ti 6Al-4V ELI | CP Ti Klasa 2 |
|---|---|---|---|
| Wytrzymałość na rozciąganie | 930 - 1050 MPa | 860 - 965 MPa | 345 - 485 MPa |
| Wytrzymałość na rozciąganie | 825 - 890 MPa | 795 - 875 Mpa | ≥ 275 MPa |
| Wydłużenie przy zerwaniu | 8 – 15% | ≥10% | 20% |
| Wytrzymałość zmęczeniowa | ≥ 400 MPa | ≥ 550 MPa | 275 - 550 MPa |
| Wytrzymałość na złamania | 55 - 115 MPa√m | ≥ 100 MPa√m | NIE DOTYCZY |
Tytan drukowany w 3D ma sztywność, twardość i odporność na zużycie porównywalną z tradycyjnymi metodami produkcji tytanu. Obróbka końcowa, taka jak prasowanie izostatyczne na gorąco (HIP), może dodatkowo poprawić właściwości materiału.
Zalety
- Wysoki stosunek wytrzymałości do wagi
- Odporność na korozję
- Biokompatybilność i osteointegracja
- Swoboda projektowania dla optymalizacji topologii
- Mniejsza ilość odpadów w porównaniu do metod subtraktywnych
- Konforemne kanały chłodzące zapewniają wzrost wydajności
Ograniczenia
- Wysoka reaktywność z tlenem utrudnia obsługę
- Wady druku, takie jak porowatość, mogą zmniejszyć trwałość zmęczeniową
- Drogie materiały proszkowe i wyzwania związane z recyklingiem
- W celu osiągnięcia specyfikacji materiału może być wymagana obróbka końcowa.
Specyfikacje Proszek tytanowy do druku 3D
Proszek tytanowy wykorzystywany do produkcji przyrostowej musi spełniać rygorystyczne normy dotyczące rozkładu wielkości cząstek, morfologii, składu chemicznego i innych atrybutów.
Rozkład wielkości
| Parametr | Typowa wartość | Rola |
|---|---|---|
| Zakres wielkości cząstek | 15 - 45 mikronów | Określa minimalną rozdzielczość funkcji, zdolność rozprowadzania proszku |
| D10 | 20 mikronów | Wskazuje drobniejszą frakcję proszku |
| D50 | 30 mikronów | Średni rozmiar cząstek |
| D90 | 40 mikronów | Wskazuje większe cząstki |
| Gęstość pozorna | 2,7 g/cm3 | Gęstość upakowania złoża proszku wpływa na odtwarzalność |
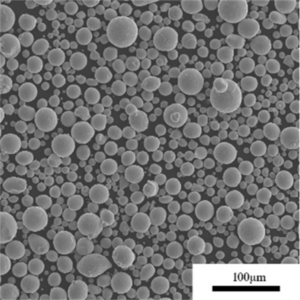
Proszek powinien mieć morfologię zbliżoną do kulistej z niewielką liczbą satelitów dla płynnego rozprowadzania proszku. Skład chemiczny musi być zgodny ze specyfikacją klasy z niskim poziomem zanieczyszczeń.
Inne krytyczne atrybuty
- Płynność
- Zawartość tlenu resztkowego i azotu
- Konsystencja gęstości pozornej i kranowej
- Możliwość recyklingu
- Zgodność chemiczna z procesem
- Charakterystyka obsługi
Spełnienie rygorystycznych wymagań jakościowych dla każdego parametru ma kluczowe znaczenie dla bezawaryjnej produkcji.








Zastosowania Proszek tytanowy do druku 3D
Druk 3D rozszerza swobodę projektowania tytanu, napędzając przyjęcie w branżach takich jak:
Lotnictwo i kosmonautyka
- Wsporniki konstrukcyjne
- Lekkie kraty
- Komponenty silnika
Motoryzacja
- Sprzęt do sportów motorowych
- Części niestandardowe
Medycyna i stomatologia
- Implanty ortopedyczne
- Narzędzia chirurgiczne
- Protetyka dostosowana do potrzeb pacjenta
Ropa i gaz
- Zawory odporne na korozję
- Niestandardowe złączki rurowe
Produkty konsumenckie
- Sprzęt sportowy
- Obudowy zegarków
- Oprawki do okularów
Zoptymalizowana topologia i konforemne chłodzenie umożliwiają zwiększenie wydajności wielu drukowanych części tytanowych.
Dostawcy proszku tytanowego do druku 3D
Większość dostawców proszku tytanowego oferuje gatunek Ti 6Al-4V dostosowany do produkcji addytywnej. Niektórzy z nich świadczą również usługi projektowania niestandardowych stopów.
Główne firmy produkujące proszek tytanowy
| Firma | Oferowane klasy | Usługi |
|---|---|---|
| AP&C | Ti 6Al-4V, Ti 6Al-4V ELI | Rozwój niestandardowych stopów |
| Tekna | Ti 6Al-4V, Ti 6Al-4V ELI | Zaawansowana sferoidyzacja plazmy |
| Carpenter Additive | Ti 6Al-4V, Ti 6Al-4V ELI | Szeroko zakrojone testy QA |
| Praxair | Ti 6Al-4V | Rozpylanie azotu |
| Epoka | Komercyjnie czysty tytan | Małe zamówienia ilościowe |
Wielu producentów OEM drukarek 3D, takich jak EOS i SLM Solutions, oferuje również powiązane proszki tytanowe. Proszki z recyklingu są tańsze, ale mają wyższy poziom zanieczyszczeń.
Koszt proszku tytanowego
| Klasa | Morfologia | Zakres cen |
|---|---|---|
| Ti 6Al-4V | Kulisty | $350-$1000 za kg |
| Ti 6Al-4V ELI | Kulisty | $500-$2000 na kg |
| CP Ti klasy 1-4 | Nieregularny | $100-$500 na kg |
Koszt zależy w znacznym stopniu od wielkości zamówienia, jakości, marży dostawcy i recyklingu.
Plusy i minusy Proszek tytanowy do druku 3D
Zalety druku 3D z tytanu
- Doskonałe właściwości mechaniczne
- Wysoka biokompatybilność
- Odporność na korozję i wysoką temperaturę
- Niska gęstość umożliwia tworzenie lekkich konstrukcji
- Swoboda projektowania dla optymalizacji topologii
- Szybsza realizacja części niestandardowych
- Mniejsza ilość odpadów w porównaniu do obróbki skrawaniem
Wady druku 3D z tytanu
- Proszek tytanowy jest drogi
- Reaktywność powoduje wyzwania związane z obsługą
- Wady porowatości mogą ograniczać wytrzymałość zmęczeniową
- Może być wymagane przetwarzanie końcowe
- Recykling proszku wiąże się z ryzykiem zanieczyszczenia
- Ograniczona baza dostawców dla jakości lotniczej
Dzięki ciągłemu doskonaleniu technologii, produktywności i jakości, druk 3D umożliwia zastosowanie tytanu w przypadkach niewykonalnych innymi metodami.
Porównanie procesów drukowania na tytanie
Technologie syntezy w złożu proszku, takie jak selektywne topienie laserowe (SLM) i topienie wiązką elektronów (EBM), są obecnie wykorzystywane głównie do drukowania 3D tytanu.
Selektywne topienie laserowe (SLM)
- Wyższa rozdzielczość i wykończenie powierzchni
- Możliwe większe prędkości kompilacji
- Ograniczony rozmiar komory kompilacji
Topienie wiązką elektronów (EBM)
- Tworzy w pełni zwarte części w próżni
- Doskonałe właściwości mechaniczne
- Możliwość budowania większych wolumenów
- Wolniejsza prędkość budowy niż SLM
Bezpośrednie osadzanie energii (DED)
- Naprawia istniejące komponenty
- Dodaje cechy do części odlewanych lub kutych
- Połączenie druku 3D i obróbki skrawaniem
- Wyższa porowatość niż w przypadku metod ze złożem proszkowym
Każdy proces ma swoje zalety i wady w przypadku drukowania tytanu. Hybrydowa produkcja łącząca procesy zapewnia elastyczność.
Normy dotyczące proszku tytanowego i drukowanych części
Standardy jakości wciąż ewoluują wraz z szybkim tempem rozwoju produkcji dodatków metalowych. Niektóre kluczowe standardy obejmują:
- ASTM F2924 - Standardowa specyfikacja dla wytwarzania przyrostowego tytanu - 6 aluminium - 4 wanadów metodą spiekania w złożu proszkowym
- ASTM F3001 - Standardowa specyfikacja wytwarzania przyrostowego tytanu - 6 aluminium - 4 wanady ELI (o bardzo niskiej zawartości międzywęźli) metodą spiekania w złożu proszkowym
- ASTM F3184 - Standardowa specyfikacja wytwarzania przyrostowego stopów stali nierdzewnej metodą stapiania w złożu proszkowym
- ISO/ASTM 52921 - Standardowa terminologia dotycząca wytwarzania przyrostowego
Te dobrowolne normy konsensusu pomagają zdefiniować kryteria akceptacji dla krytycznych atrybutów proszku i części po wydrukowaniu. Kwalifikacja części przez użytkownika w zależności od zastosowania pozostaje kluczowa.

FAQ
Jaki jest najlepszy stop tytanu do druku 3D?
Ti 6Al-4V jest obecnie najpopularniejszym proszkiem stopu tytanu stosowanym w produkcji addytywnej ze względu na jego doskonałe właściwości mechaniczne i odporność na korozję w połączeniu z dostępnością handlową. Ti 6Al-4V ELI zapewnia lepszą odporność na pękanie.
Jakimi metodami można drukować części tytanowe?
Selektywne topienie laserowe (SLM) i topienie wiązką elektronów (EBM) to główne technologie syntezy złoża proszku stosowane do drukowania tytanu. Metody bezpośredniego osadzania energii (DED) są również możliwe, ale mają większą porowatość.
Czy tytan wymaga podpór podczas drukowania 3D?
Tak, tytan wymaga podpór podczas drukowania, ponieważ szybko się zestala. Starannie zoptymalizowane podpory są potrzebne, aby uniknąć defektów powierzchni i marnowania materiału, zapewniając jednocześnie odpowiednie zakotwiczenie.
Czy taniej jest drukować 3D czy obrabiać tytan?
W przypadku jednorazowych części niestandardowych drukowanie 3D tytanu jest często tańsze, ponieważ nie wymaga oprzyrządowania. W przypadku produkcji masowej, obróbka CNC tytanu może mieć niższy koszt w przeliczeniu na część, ale wiąże się z wyższymi początkowymi kosztami konfiguracji i odpadami materiałowymi.
Jakie branże wykorzystują części tytanowe drukowane w 3D?
Przemysł lotniczy i kosmiczny jest obecnie największym odbiorcą druku tytanowego dzięki poprawie współczynnika zakupu do lotu w przypadku złożonych komponentów. Sektory medyczny, motoryzacyjny, naftowy i gazowy, sportowy i konsumencki również wykorzystują tytan drukowany w 3D.
Ile kosztuje proszek tytanowy do druku 3D?
Proszek tytanu może wahać się od $100-2000 za kilogram w zależności od składu, jakości, ilości zamówienia i innych czynników. Sferyczne proszki Ti 6Al-4V i Ti 6Al-4V ELI do zastosowań krytycznych mają ceny powyżej $500/kg.
Jakie są przykłady części tytanowych drukowanych w 3D?
Druk 3D umożliwia tworzenie innowacyjnych części tytanowych, takich jak wsporniki płatowca, turbiny, komponenty do sportów motorowych, niestandardowe protezy, chłodzone konformalnie formy wtryskowe, a nawet okulary lub biżuteria wykorzystujące złożone projekty kratowe.