Druk 3D, znany również jako produkcja addytywna (AM), wykorzystuje specjalistyczne proszki do konstruowania trójwymiarowych komponentów w kolejnych metodach warstwowych. Niniejszy przewodnik stanowi dogłębne źródło informacji na temat proszków do druku 3D - badając rodzaje, cechy, specyfikacje, metody produkcji, kluczowych dostawców i ceny, zastosowania w różnych branżach, porównania z alternatywami, często zadawane pytania i nie tylko.
Przegląd Proszki do druku 3D
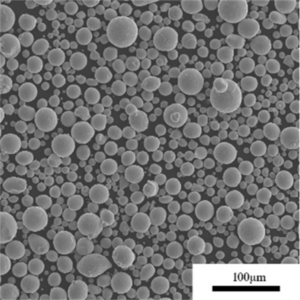
Proszki do druku 3D są surowcami umożliwiającymi wytwarzanie części z tworzyw sztucznych, metalu i ceramiki. Kluczowe cechy:
- Stan: Proszki o ultradrobnych cząstkach
- Zakres rozmiarów: Zazwyczaj 10-150 mikronów
- Morfologia: Najczęściej kulisty kształt cząstek
- Skład: Polimer, stop metali, ceramika, mieszanki piaskowca
- Kluczowe właściwości: Zaprojektowany rozkład wielkości cząstek, płynność, gęstość upakowania i mikrostruktura
Wykorzystując ścisłą kontrolę nad właściwościami fizycznymi proszku i interakcjami z termicznymi/kinetycznymi procesami drukowania, proszki do druku 3D ułatwiają skomplikowane geometrie części i gradienty składu materiału, których nie można osiągnąć w inny sposób.

Rodzaje proszków do druku 3D
| Kategoria | Materiały | Metoda drukowania |
|---|---|---|
| Tworzywa sztuczne | Nylony, ABS, TPU, PEKK, PEEK... | Selektywne spiekanie laserowe (SLS) |
| Metale | Stale nierdzewne, narzędziowe, tytan i stopy, nadstopy... | Bezpośrednie spiekanie laserowe metali (DMLS) |
| Ceramika | Tlenek glinu, tlenek cyrkonu, węglik krzemu | Strumieniowanie spoiwa, modelowanie osadzania topionego |
| Kompozyty | Mieszanki metal/plastik, mieszanki piaskowca | Fuzja wielostrumieniowa (MJF), osadzanie związanego metalu |
| Biokompatybilność | PEEK, PLGA, TCP... | Selektywne topienie laserowe (SLM) |
Tabela 1: Główne kategorie, materiały i powiązane platformy drukowania dla komercyjnych proszków do druku 3D
Proszki polimerowe, metalowe, ceramiczne i kompozytowe wspierają produkcję części do zastosowań końcowych w przemyśle lotniczym, motoryzacyjnym, medycznym, dentystycznym i przemysłowym.
Metody produkcji
Kluczowe techniki produkcji proszków drukarskich obejmują:
Tworzywa sztuczne
- Polimeryzacja monomerów
- Inwersja fazy
- Kriogeniczne mielenie tworzyw sztucznych luzem
Metale
- Atomizacja gazu
- Atomizacja plazmowa
- Topienie indukcyjne elektrod
Ceramika
- Drogi zol-żel
- Metody emulgowania
- Procesy suszenia rozpyłowego
Dopasowanie etapów produkcji umożliwia dostosowanie rozkładu wielkości cząstek proszku, morfologii, mikrostruktury, składu chemicznego i wynikającej z tego wydajności do procesu drukowania 3D i wymagań aplikacji.
Właściwości Proszki do druku 3D
| Nieruchomość | Rola w procesie drukowania |
|---|---|
| Rozkład wielkości cząstek | Wpływa na gęstość upakowania, smarowność, płynność i przyczepność między warstwami |
| Kształt cząsteczki | Sferyczne preferowane dla płynnego przepływu w porównaniu z postrzępionymi cząstkami |
| Twardość cząstek | Odporność na odkształcenia podczas rozpierania rolkami/ostrzami |
| Gęstość nasypowa | Zapewnia wystarczającą grubość warstwy proszku na etapie budowy |
| Chemia | Określa wydajność mechaniczną, estetykę części końcowej |
| Zawartość wilgoci | Wpływa na przepływ proszku i przyczepność |
Tabela 2: Kluczowe atrybuty fizyczne proszku niezbędne do osiągnięcia sukcesu w druku 3D
Nieodpowiednia kontrola tych powiązanych ze sobą właściwości proszku skutkuje słabym przepływem, rozprzestrzenianiem się, nieregularnościami laminowania, wadami części i zmniejszeniem właściwości mechanicznych.







Specyfikacje proszku do druku 3D
Istnieją standardy branżowe dla większości polimerowych, metalowych i ceramicznych proszków do druku 3D:
Rozkład wielkości cząstek
| Klasa | Specyfikacja | Przykładowe materiały |
|---|---|---|
| Ultrafine | D10: 10-25 μm D50: 20-45 μm D90: 40-75 μm | PEEK, PEKK Polimery wysokotemperaturowe |
| Dobrze | D10: 40-75 μm D50: 60-90 μm D90: 90-150 μm | Nylon, metale ABS |
| Średni | D10: 75-100 μm D50: 100-150 μm D90: 130-200 μm | Mieszanki piaskowca, ceramika |
Standardy powtarzalności
| Metryczny | Tolerancja |
|---|---|
| Rozkład wielkości cząstek między partiami | ± 5% |
| Kształt cząstek z partii na partię | ± 5% okrągłość |
| Gęstość nasypowa między partiami | ± 2% |
Tabela 3A: Profile rozkładu wielkości cząstek dla polimerowych, metalowych i ceramicznych proszków do druku 3D
| Nieruchomość | Metoda badania | Próg |
|---|---|---|
| Natężenie przepływu w hali | ASTM B213 | <40 s dla przepływu 50 g |
| Gęstość pozorna | ASTM B212 | Gęstość teoretyczna Min 60% |
| Gęstość kranu | ASTM B527 | Teoretyczna gęstość min. 65% |
Tabela 3B: Kluczowe kontrole jakości przepływu i gęstości proszku do druku 3D
Spełnienie lub przekroczenie opublikowanych specyfikacji zapewnia spójne działanie partii.
Dostawcy proszków do druku 3D
Wielu dostawców oferuje proszki do druku 3D z polimerów, metali i ceramiki:
Proszki polimerowe
| Firma | Materiały | Cena/kg |
|---|---|---|
| Evonik | Nylon 12, PEEK, TPU, PEKK | $50-260 zależny od polimeru |
| BASF | Gatunki Ultrasint PA6, PA11, PA12 | $75-215 |
| Stratasys | Kompozyty termoplastyczne | $140-350 |
| Polymaker | PolySmooth, PolyLite, PolyFlex | $35-90 |
Proszki metali
| Dostawca | Rodzaje stopów | Orientacyjne ceny |
|---|---|---|
| Carpenter Additive | Stal nierdzewna, narzędziowa, kobaltowo-chromowa, nadstopy | $55-215 specyficzny dla stopu |
| Praxair | Tytan Ti64, Inconel 718, stal nierdzewna 316L | $35-185 |
| Sandvik Osprey | Stal maraging, gatunki nierdzewne, nadstopy niklu | Zależny stop $75-305 |
| Technologia LPW | Aluminium AlSi10Mg, tytan Ti64, nadstopy | $45-195 |
Proszki ceramiczne i kompozytowe
| Marka | Materiały | Przedziały cenowe |
|---|---|---|
| 3DCeram | Tlenek glinu, tlenek cyrkonu, krzemionka | $35-125 specyficzna ceramika |
| Adaptive3D | Kompozyty/mieszanki termoutwardzalne i termoplastyczne | $90-350 |
| Tritone | PEEK, PEKK, PPSU + wypełnienie ceramiczne | $125-475 w zależności od formuły |
Tabela 4: Specjalistyczni producenci oferują szeroką gamę proszków do druku 3D
Ceny różnią się w zależności od zastrzeżonego składu i wydajności - skontaktuj się bezpośrednio z dostawcami w celu uzyskania dokładnych ofert. Niektórzy dostawcy oferują próbki do testów.
Zastosowania Proszki do druku 3D
Proszki do drukowania w wyjątkowy sposób ułatwiają tworzenie złożonych, niestandardowych geometrii części w różnych branżach:
| Przemysł | Przykładowe komponenty | Korzyści |
|---|---|---|
| Lotnictwo i kosmonautyka | Łopatki turbin, dysze rakiet, podwozia UAV | Redukcja wagi, wzrost wydajności |
| Medyczny | Implanty i protezy dopasowane do pacjenta | Spersonalizowany rozmiar, biokompatybilność |
| Motoryzacja | Wymienniki ciepła, lekkie elementy podwozia | Konsolidacja części, wydajność |
| Przemysłowy | Niestandardowe oprzyrządowanie produkcyjne, przyrządy | Skrócone ramy czasowe rozwoju |
Tabela 5: Główne sektory wykorzystujące możliwości druku 3D w proszku
Zdolność do szybkiej iteracji projektów i ekonomicznego drukowania krótkich serii umożliwia innowacje w zakresie części końcowych.

Plusy i minusy druku 3D w proszku
Zalety w porównaniu z technikami subtraktywnymi
- Ułatwia tworzenie skomplikowanych, lekkich geometrii w celu zwiększenia wydajności
- Optymalizuje mikrostruktury materiału w celu zwiększenia wydajności części
- Dostosowane komponenty dopasowane do aplikacji
- Skraca czas rozwoju/produkcji i obniża koszty kapitałowe
Wady do rozważenia
- Ograniczona skala produkcji i przepustowość w niektórych procesach
- Wymagane rygorystyczne specyfikacje dla surowców proszkowych
- Obróbka końcowa jest często konieczna dla części końcowej.
- Koszty części są obecnie wyższe niż w przypadku produkcji masowej.
Precyzyjne dostrajanie składu chemicznego proszków i parametrów drukowania ma na celu zwiększenie wydajności produkcji. Pola wykorzystujące personalizację i wydajność są nadal agresywnie wdrażane.
Najczęściej zadawane pytania
P: Jaki zakres wielkości cząstek sprawdza się najlepiej w przypadku proszków do druku 3D z metalu?
O: 10-45 mikronów ułatwia dobre upakowanie i rozprowadzanie, jednocześnie unikając wyzwań związanych z ultradrobnymi proszkami wokół obsługi proszku. Większość stopów dobrze radzi sobie z dystrybucją 30±15 μm.
P: Który proces druku 3D z proszku polimerowego zapewnia najlepszą wydajność mechaniczną?
O: Selektywne spiekanie laserowe (SLS) umożliwia doskonałe stapianie i produkcję drobnych elementów - tworząc wysokowydajne części z tworzyw sztucznych rywalizujące lub przewyższające procesy formowania wtryskowego.
P: Jak długo można przechowywać niewykorzystany proszek do drukarek 3D?
O: Przechowywane w chłodnym i suchym miejscu, zabezpieczone przed wilgocią środkiem osuszającym - proszki zachowują właściwości przepływowe przez co najmniej 12 miesięcy. Nawet otwarte proszki wytrzymują ponad 6 miesięcy przed zauważalną degradacją.
P: Czy jakość proszku wyjściowego ma znaczący wpływ na właściwości drukowanych części?
O: Tak, czystość chemiczna proszku oraz odpowiednia kontrola właściwości proszku silnie determinują końcowe właściwości mechaniczne części, estetykę, dokładność wymiarową i niezawodność działania.